Процессы производства кожаной обуви
Современные типовые технологии сборки заготовок верха обуви клеевого метода крепления 6. Последняя типовая технология по производству заготовок Часть 5. Сборка заготовок обуви была издана в году.


")




")

 \ КонсультантПлюс")


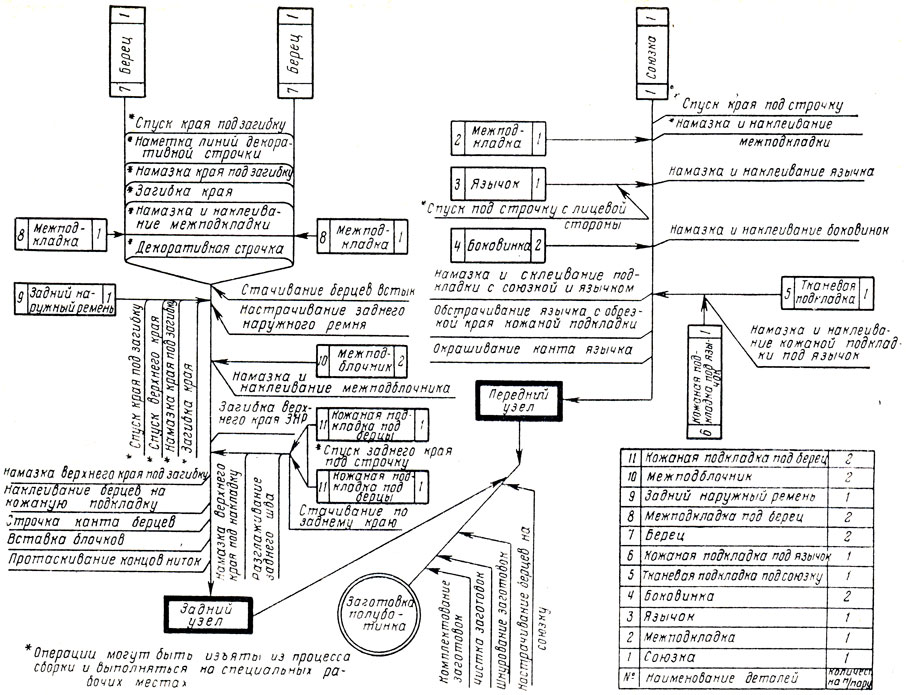
При сборке заготовок детали верха обуви скрепляют нитками на швейных машинах. В настоящее время проводятся широкие эксперименты по замене ниточных швов клеевыми. Количество операций при сборке заготовок и последовательность их выполнения зависят от конструкции заготовки, т. Сборка заготовок начинается с получения узлов, которые затем скрепляют между собой.






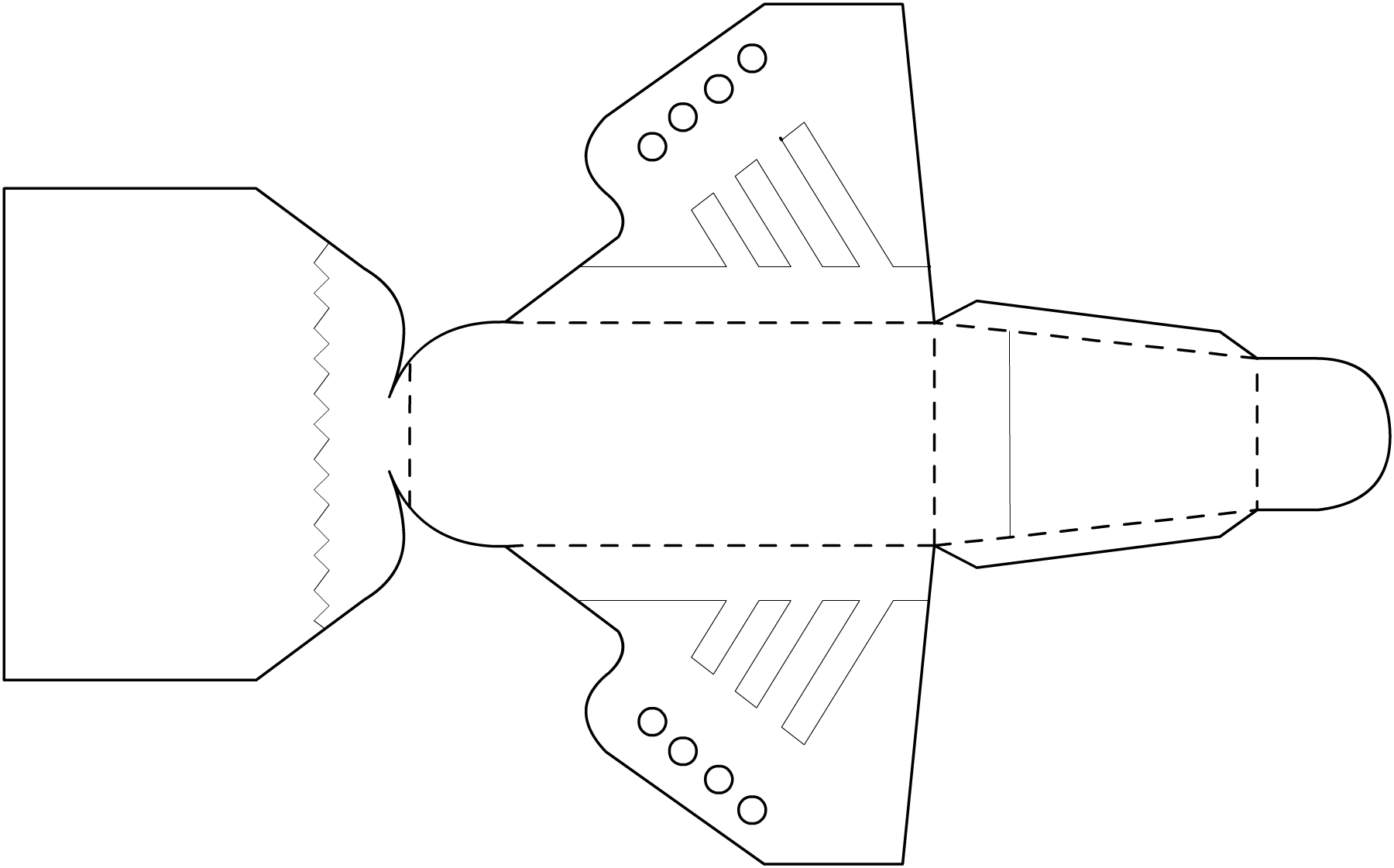
Иногда на голенище устанавливают наружный кожаный ремень, а в случае наличия молнии — кожаный клапан;. В районе задинки формируется кожаный карман внутренний задник. На союзке устанавливают натуральную ткань для эффективного впитывания влаги. Если в голенище сапог в качестве подклада используется мех или шерсть, то в местах повышенного износа устанавливают кожаную вставку внутренний кожаный ремень по всей длине голенища, переходящий во внутренний задник. Внутренняя кожаная вставка в верхней части голенища называется штаферка.